Metal foam


A metal foam is a cellular structure consisting of a solid metal (frequently aluminium) with gas-filled pores comprising a large portion of the volume. The pores can be sealed (closed-cell foam) or interconnected (open-cell foam). The defining characteristic of metal foams is a high porosity: typically only 5–25% of the volume is the base metal, making these ultralight materials. The strength of the material is due to the square-cube law.
Metallic foams typically retain some physical properties of their base material. Foam made from non-flammable metal remains non-flammable and can generally be recycled as the base material. Its coefficient of thermal expansion is similar while thermal conductivity is likely reduced.[1]
Although many patents describe feasible topological structures, constitutive materials, and production methods, metal foams cannot be considered a commodity and relatively few commercial producers are available worldwide.
Open-cell

Open celled metal foam, also called metal sponge,[2] can be used in heat exchangers (compact electronics cooling, cryogen tanks, PCM heat exchangers), energy absorption, flow diffusion, and lightweight optics. The high cost of the material generally limits its use to advanced technology, aerospace, and manufacturing.
Fine-scale open-cell foams, with cells smaller than can be seen unaided, are used as high-temperature filters in the chemical industry.
Metallic foams are used in compact heat exchangers to increase heat transfer at the cost of reduced pressure.[3][4][5] However, their use permits substantial reduction in physical size and fabrication costs. Most models of these materials use idealized and periodic structures or averaged macroscopic properties.
Metal sponge has very large surface area per unit weight and catalysts are often formed into metal sponge, such as palladium black, platinum sponge, and spongy nickel. Metals such as osmium and palladium hydride are metaphorically called "metal sponges", but this term is in reference to their property of binding to hydrogen, rather than the physical structure.[6]
Manufacturing
Open cell foams are manufactured by foundry or powder metallurgy. In the powder method, "space holders" are used; as their name suggests, they occupy the pore spaces and channels. In casting processes, foam is cast with an open-celled polyurethane foam skeleton.
Closed-cell
Closed-cell metal foam was first reported in 1926 by Meller in a French patent where foaming of light metals, either by inert gas injection or by blowing agent, was suggested.[7] Two patents on sponge-like metal were issued to Benjamin Sosnik in 1948 and 1951 who applied mercury vapor to blow liquid aluminium.[8][9]
Closed-cell metal foams were developed in 1956 by John C. Elliott at Bjorksten Research Laboratories. Although the first prototypes were available in the 1950s, commercial production began in the 1990s by Shinko Wire company in Japan. Closed-cell metal foams are primarily used as an impact-absorbing material, similarly to the polymer foams in a bicycle helmet but for higher impact loads. Unlike many polymer foams, metal foams remain deformed after impact and can therefore only be deformed once. They are light (typically 10–25% of the density of an identical non-porous alloy; commonly those of aluminium) and stiff and are frequently proposed as a lightweight structural material. However, they have not been widely used for this purpose.
Closed-cell foams retain the fire resistance and recycling potential of other metallic foams, but add the property of flotation in water.
Manufacturing
Foams are commonly made by injecting a gas or mixing a foaming agent into molten metal.[10] Melts can be foamed by creating gas bubbles in the material. Normally, bubbles in molten metal are highly buoyant in the high-density liquid and rise quickly to the surface. This rise can be slowed by increasing the viscosity of the molten metal by adding ceramic powders or alloying elements to form stabilizing particles in the melt, or by other means. Metallic melts can be foamed in one of three ways:
- by injecting gas into the liquid metal from an external source;
- by causing gas formation in the liquid by admixing gas-releasing blowing agents with the molten metal;
- by causing the precipitation of gas that was previously dissolved in the liquid.
To stabilize the molten metal bubbles, high temperature foaming agents (nano- or micrometer- sized solid particles) are required. The size of the pores, or cells, is usually 1 to 8 mm. When foaming or blowing agents are used, they are mixed to the metal in the solid state in powder form. This is the so-called "powder route" of foaming and it is probably the most established (from an industrial standpoint). After metal (e.g. aluminium) powders and foaming agent (e.g.TiH2) have been mixed, they are compressed into a compact, solid precursor, which can be available in the form of a billet, a sheet or a wire. Production of precursors can be done by a combination of materials forming processes, such as powder pressing,[11] extrusion (direct[12] or conform[13]) and flat rolling.[14]
Composites
Composite metal foam (CMF) is formed from hollow beads of one metal within a solid matrix of another, such as steel within aluminium, show 5 to 6 times greater strength to density ratio and more than 7 times greater energy absorption than previous metal foams.[15]
A less than one inch thick plate has enough resistance to turn a 7.62 x 63 mm standard-issue M2 armor piercing bullet to dust. The test plate outperformed a solid metal plate of similar thickness, while weighing far less. Other potential applications include nuclear waste (shielding X-rays, gamma rays and neutron radiation) transfer and thermal insulation for space vehicle atmospheric re-entry, with twice the resistance to fire and heat as the plain metals.[16]
Stochastic and regular foams
Stochastic
A foam is said to be stochastic when the porosity distribution is random. Most foams are stochastic because of the method of manufacture:
- Foaming of liquid or solid (powder) metal .
- Vapor deposition (CVD on a random matrix )
- Direct or indirect random casting of a mold containing beads or matrix.
Regular
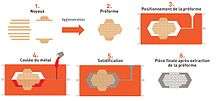
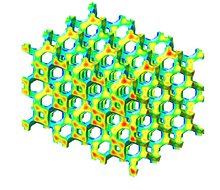
A foam is said to be regular when the structure is ordered. One technology that produces regular foams[17][18] with open pores is direct molding. In the alternate, regular metal foams can be produced by additive processes such as selective laser melting (SLM).
Plates can be used as casting cores. The shape is customized for each application. This manufacturing method allows for "perfect" foam, so-called because it satisfies Plateau's laws and has conducting pores of the shape of a truncated octahedron Kelvin cell (body-centered cubic structure).
Regular foams gallery
 Heat sink with copper foam
Heat sink with copper foam Crash box including Aluminium foam
Crash box including Aluminium foam Aluminium foam with big porosity
Aluminium foam with big porosity Aluminium foam with aluminium sheet
Aluminium foam with aluminium sheet Header - steel metal foam
Header - steel metal foam
Applications
Design
Metal foam can be used in product or architectural composition.
Design gallery
 machined metal foam
machined metal foam Design heatsink with regular foam[20]
Design heatsink with regular foam[20] coffee table with large pored aluminium
coffee table with large pored aluminium
Mechanical
Orthopedics
Foam metal has been used in experimental animal prosthetics. In this application, a hole is drilled into the bone and the metal foam inserted, letting the bone grow into the metal for a permanent junction. For orthopedic applications, tantalum or titanium foams are common for their tensile strength, corrosion resistance and biocompatibility.
The back legs of Siberian Husky named Triumph received foam metal prostheses. Mammalian studies showed that porous metals, such as titanium foam, may allow vascularizaition within the porous area.[21]
Orthopedic device manufacturers use foam construction or metal foam coatings[22] to achieve desired levels of osseointegration.[23][24][25]
Automotive
The primary functions of metallic foams in vehicles are to increase sound damping, reduce weight, increase energy absorption in case of crashes, and (in military applications) to combat the concussive force of IEDs. As an example, foam filled tubes could be used as anti-intrusion bars.[26] Because of the low density (0.4–0.9 g/cm3) of aluminium and aluminium alloy foams are under particular consideration. These foams are stiff, fire resistant, nontoxic, recyclable, energy absorbent, less thermally conductive, less magnetically permeable, and more efficiently sound dampening, especially when compared to hollow parts. Metallic foams in hollow car parts decrease weakness points usually associated with car crashes and vibration. These foams are inexpensive to cast with powder metallurgy, compared to casting other hollow parts.
Compared to polymer foams in vehicles, metallic foams are stiffer, stronger, more energy absorbent, and resistant to fire and the weather adversities of UV light, humidity, and temperature variation. However, they are heavier, more expensive, and non-insulating.[27]
Metal foam technology has been applied to automotive exhaust gas.[28] Compared to traditional catalytic converters that use cordierite ceramic as substrate, metal foam substrate offers better heat transfer and exhibits excellent mass-transport properties (high turbulence) and may reduce the quantity of platinum catalyst.[29]
Energy absorption
Metal foams are used for stiffening a structure without increasing its mass. For this application, metal foams are generally closed pore and made of aluminium. Foam panels are glued to the aluminium plate to obtain a resistant composite sandwich locally (in the sheet thickness) and rigid along the length depending on the foam's thickness.
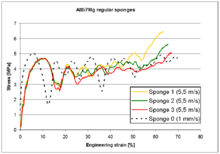
The advantage of metal foams is that the reaction is constant, regardless of the direction of the force. Foams have a plateau of stress after deformation that is constant for as much as 80% of the crushing.[30]
Thermal
Tian et al.[31] listed several criteria to assess a foam in a heat exchanger. The comparison of thermal-performance metal foams with materials conventionally used in the intensification of exchange (fins, coupled surfaces, bead bed) first shows that the pressure losses caused by foams are much more important than with conventional fins, yet are significantly lower than those of beads. The exchange coefficients are close to beds and ball and well above the blades.[32][33]
Foams offer other thermophysical and mechanical features:
- Very low mass (density 5–25% of the bulk solid depending the manufacturing method)
- Large exchange surface (250–10000 m2/m3)
- Relatively high permeability
- Relatively high effective thermal conductivities (5–30 W/(mK))
- Good resistance to thermal shocks, high pressures, high temperatures, moisture, wear and thermal cycling
- Good absorption of mechanical shock and sound
- Pore size and porosity can be controlled by the manufacturer
Commercialization of foam-based compact heat exchangers, heat sinks and shock absorbers is limited due to the high cost of foam replications. Their long-term resistance to fouling, corrosion and erosion are insufficiently characterized. From a manufacturing standpoint, the transition to foam technology requires new production and assembly techniques and heat exchanger design.
See also
- Porous medium
- Ceramic foam
- Nanofoam
- Reticulated foam
- Aluminum polymer composite
- Aluminium foam sandwich
References
- ↑ Compare Materials: Cast Aluminium and Aluminium Foam. Makeitfrom.com. Retrieved on 2011-11-19.
- ↑ John Banhart. "What are cellular metals and metal foams?".
- ↑ Topin, F.; Bonnet, J. -P.; Madani, B.; Tadrist, L. (2006). "Experimental Analysis of Multiphase Flow in Metallic foam: Flow Laws, Heat Transfer and Convective Boiling". Advanced Engineering Materials. 8 (9): 890. doi:10.1002/adem.200600102.
- ↑ Banhart, J. (2001). "Manufacture, Characterization and application of cellular metals and metal foams". Progress in materials Science. 46 (6): 559–632. doi:10.1016/S0079-6425(00)00002-5.
- ↑ DeGroot, C.T., Straatman, A.G., and Betchen, L.J. (2009). "Modeling forced convection in finned metal foam heat sinks". J. Electron. Packag. 131 (2): 021001. doi:10.1115/1.3103934.
- ↑ Ralph Wolf; Khalid Mansour. "The Amazing Metal Sponge: Soaking Up Hydrogen". 1995.
- ↑ De Meller, M.A. French Patent 615,147 (1926).
- ↑ Sosnick, B. U.S. Patent 2,434,775 (1948).
- ↑ Sosnick, B. U.S. Patent 2,553,016 (1951).
- ↑ Banhart, John (2000). "Manufacturing Routes for Metallic Foams". JOM. Minerals, Metals & Materials Society. 52 (12): 22–27. doi:10.1007/s11837-000-0062-8. Retrieved 2012-01-20.
- ↑ Bonaccorsi, L.; Proverbio, E. (1 September 2006). "Powder Compaction Effect on Foaming Behavior of Uni-Axial Pressed PM Precursors". Advanced Engineering Materials. 8 (9): 864–869. doi:10.1002/adem.200600082.
- ↑ Shiomi, M.; Imagama, S.; Osakada, K.; Matsumoto, R. (2010). "Fabrication of aluminium foams from powder by hot extrusion and foaming". Journal of Materials Processing Technology. 210 (9): 1203–1208. doi:10.1016/j.jmatprotec.2010.03.006.
- ↑ Dunand, [editors] Louis Philippe Lefebvre, John Banhart, David C. (2008). MetFoam 2007 : porous metals and metallic foams : proceedings of the fifth International Conference on Porous Metals and Metallic Foams, September 5–7, 2007, Montreal Canada. Lancaster, Pa.: DEStech Publications Inc. pp. 7–10. ISBN 1932078282.
- ↑ Strano, M.; Pourhassan, R.; Mussi, V. (2013). "The effect of cold rolling on the foaming efficiency of aluminium precursors". Journal of Manufacturing Processes. doi:10.1016/j.jmapro.2012.12.006.
- ↑ Urweb:High Performance Composite Metal Foam. . Retrieved on 2013-12-10.
- ↑ MICU, ALEXANDRU (April 6, 2016). "Composite metal foam better at stopping bullets than solid plates". ZME Science. Retrieved 2016-04-09.
- 1 2 Recherche sur la production de pièces de fonderie en mousse métallique – Recherche en fonderie : les mousses métalliques. Ctif.com. Retrieved on 2013-12-03.
- 1 2 ALVEOTEC – Innovation. Alveotec.fr/en. Retrieved on 2013-12-03.
- ↑ "ALVEOTEC - Actualités - video : making process of aluminium foam".
- ↑ ALVEOTEC - Actualités - LOUPI Lighing launches his new metal foam heatsink for lighting application_66.html. Alveotec.fr. Retrieved on 2013-12-03.
- ↑ Osseointegration with Titanium Foam in Rabbit Femur, YouTube
- ↑ Titanium coatings on Orthopedic Devices. Youtube
- ↑ Biomet Orthopedics, Regenerex® Porous Titanium Construct
- ↑ Zimmer Orthopedics, Trabeluar Metal Technology
- ↑ Zimmer CSTiTM (Cancellous-Structured Titanium TM) Porous Coating
- ↑ Strano, Matteo (2011). "A New FEM Approach for Simulation of Metal Foam Filled Tubes". Journal of Manufacturing Science and Engineering. 133 (6): 061003. doi:10.1115/1.4005354.
- ↑ New Concept for Design of Lightweight Automotive Components. (PDF) . Retrieved on 2013-12-03.
- ↑ Alantum Innovations in Alloy Foam: Home. Alantum.com. Retrieved on 2011-11-19.
- ↑ Development of Metal Foam Based Aftertreatment on a Diesel Passenger Car – Virtual Conference Center. Vcc-sae.org. Retrieved on 2011-11-19.
- ↑ ALVEOTEC – Actualités – Examples of metal foam applications. Alveotec.fr. Retrieved on 2013-12-03.
- ↑ Tian, J.; Kim, T.; Lu, T. J.; Hodson, H. P.; Queheillalt, D. T.; Sypeck, D. J.; Wadley, H. N. G. (2004). "The effects of topology upon fluid-flow and heat-transfer within cellular copper structures" (PDF). International Journal of Heat and Mass Transfer. 47 (14–16): 3171. doi:10.1016/j.ijheatmasstransfer.2004.02.010.
- ↑ Miscevic, M. (1997). Etude de l'intensification des transferts thermiques par des structures poreuses: Application aux échangeurs compacts et au refroidissement diphasique. IUSTI. Marseille., Université de Provence
- ↑ Catillon, S., C. Louis, et al. (2005). Utilisation de mousses métalliques dans un réformeur catalytique du méthanol pour la production de H2. GECAT, La Rochelle.
External links
- Video : Aluminium regular foam: Crash box test
- Video : How regular foams are made
- NASA Fact sheet FS-2003-09-117-MSFC — Viscous Liquid Foam and Bulk Metallic Glass (Foam)
- How to Make an Aluminium Metal Foam on YouTube
- Fischer, S. F.; Thielen, M.; Weiß, P.; Seidel, R.; Speck, T.; Bührig-Polaczek, A.; Bünck, M. (2013). "Production and properties of a precision-cast bio-inspired composite". Journal of Materials Science. doi:10.1007/s10853-013-7878-4.
- Bullet destruction video on YouTube